Medical Infusion Pump Assembly Machine
- Home
- Medical & Pharma
- Medical Infusion Pump Assembly Machine
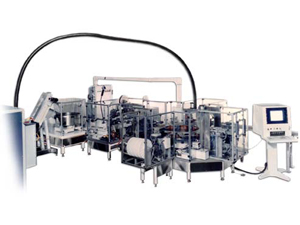
This system of machines assembles the disposable infusion pump cassette shown on the right. The system consists of three separate machines, the Disk to Film Assy Machine, the Window to Housing Assy Machine and the Final Assy Machine. The Disk to Film Assy Machine feeds four steel disks and RF Welds them to the Film.
The film is fed from a roll, pulled through a welding station and pushed through a cutter. Four Disks are fed from a vibratory feeder into a cross shuttle and moved under the weld head. The cross shuttle becomes the lower weld die and the disks are RF welded onto the film with a 2 KVA welder. The completed Disk/Film assy’s are then fed to the Final Assy Machine on a belt conveyor.
The Window to Housing Assy Machine receives Cassette Housings from a vibratory feeder bowl and bulk hopper. They are fed one at a time into a 12 station rotary turret. A narrow roll of film is fed into the window punch station and a small circle of the film called the window is punched and dropped into the Housing. At the next station, the window is RF welded to the housing with a 2 KVA welder.
The unload station loads the Housing/Window Assy’s into a transfer track that feeds the Final Assy Machine. The Final Assy Machine has a motor driven cross shuttle that collects 4 Housing/Window Assy’s and presents them to a parts placer that loads them into the nest. The Final Assy Machine has an 8 station turret that carries the lower weld dies for the RF welded seal between the Cassette and the film. At the next station, 4 small pieces of silicone tubing are cut from a reel and placed on the housing.
Next, the operator loads a completed Disk/Film Assy into a vacuum nest and it is transferred to the upper weld electrode then placed and RF welded on top of the four Housings with a 10 KVA welder. At the final station, the four separate Cassette Assy’s are die cut and stripped from the scrap strip and discharged onto a conveyor.
- Machine Number: 5388
-
Controls: This machine is controlled by a GE 90/30 PLC using a custom relay ladder logic program. The operator interface is provided by an Intel 486 based PC with a touch screen monitor running a custom Man Machine Interface program written in Microsoft Visual Basic
All machine functions can be controlled manually and there are extensive fault messages and online help available to the operator. Machine production data is also logged to an MS Access Database for future analysis. - Cycle Rate: The complete system is capable of producing four complete assemblies every 8 seconds